Applications, Parameters & Compliance
Parameter ranges for pipeline, scale, wax, coating, and weld-prep work; performance metrics; regulatory alignment; and illustrative deployment scenarios across pipeline, offshore, and refinery environments.
Operational parameters
| Application | Power (W) | Pulse Duration (ns) | Frequency (kHz) | Scan Speed (mm/s) |
|---|---|---|---|---|
| Pipeline rust removal | 150–250 | 80–120 | 30–50 | 200–400 |
| Scale ablation | 200–300 | 100–150 | 25–40 | 150–300 |
| Wax removal | 100–200 | 50–100 | 40–60 | 250–500 |
| Coating stripping | 150–250 | 90–120 | 20–35 | 200–350 |
| Weld preparation | 100–150 | 60–90 | 35–50 | 300–450 |
Performance metrics
- Cleaning rate: 0.5–2.0 m²/hour depending on contamination type
- Substrate temperature: maintained below 120 °C throughout the process
- Material loss: less than 0.5% of substrate thickness
- Surface roughness post-ablation: Ra 0.8–1.6 μm (optimal for re-coating adhesion)
- Corrosion resistance: up to 40% reduction in corrosion current density on cleaned surfaces
- Pipeline cleaning time: ~12 hours per 100m section vs. ~72 hours with traditional methods
Laser ablation vs. conventional methods
A directional comparison across the axes that matter in O&G maintenance. Pipeline operators, refinery turnaround planners, and offshore reliability teams generally weigh these factors against the legacy three: abrasive blasting (sand or grit), high-pressure hydroblasting, and chemical stripping.
| Factor | Laser ablation | Abrasive blasting | Hydroblasting | Chemical stripping |
|---|---|---|---|---|
| Secondary waste | None (fume captured by HEPA + carbon) | High (contaminated grit, hazardous disposal) | High (contaminated water; treatment required) | High (solvent residue + sludge) |
| Water consumption | None | Low (dust suppression) | Very high | Variable |
| Substrate impact | Non-destructive; no profile alteration | Profile altered; grit can embed in lap joints | Surface peening; high-pressure injection risk | Risk of substrate attack with extended dwell |
| Setup & logistics | Mobile cabinet, single operator | Heavy: pots, hoses, media, containment | Heavy: pumps, hoses, water management | Bath/spray containment, ventilation |
| Operator hazards | Optical safety zone (Class 4 PPE per ANSI Z136.1) | Silica dust, noise, heat stress | Injection injury, slip hazards | Chemical exposure (benzene, toluene, methylene chloride) |
| Confined-space fit | Strong (no media or chemicals; fumes captured at source) | Poor (dust accumulation) | Poor (water + slip) | Poor (vapor accumulation) |
| NDT-ready immediately | Yes | No (grit cleanup required) | No (drying required) | No (solvent flash required) |
Note: the table is directional, not numeric. We've deliberately left out specific cost or productivity figures — they vary substantially by asset type, contamination depth, and site conditions. Ask us for a site-specific assessment if you need a numeric comparison for a specific scope of work.
Critical applications
Pipeline maintenance
Internal and external corrosion reduces flow capacity by up to 30% and threatens structural integrity. Laser ablation removes rust and scale without damaging base metal, creates a nanostructured oxide layer that improves corrosion resistance, and enables in-situ cleaning — no pipeline removal required.
Offshore platform maintenance
Marine environments accelerate corrosion through salt deposits and biological growth. The FeatherPulse approach offshore:
- Operates effectively in high-humidity conditions
- Zero water consumption (critical offshore where freshwater is scarce)
- Portable — deployable by helicopter to remote platforms
Refinery equipment restoration
Heat exchangers, storage tanks, distillation columns, and pressure vessels all face the same trade-off: take it offline for a chemical bath, or run with degraded efficiency. Laser ablation restores heat exchanger efficiency toward new condition and eliminates the chemical-bath waste stream entirely.
Weld preparation and NDT support
The ablated surface (Ra 1.0–1.5 μm) is ideal for welding and ready for non-destructive testing without chemical residue. On aluminum substrates, weld porosity drops dramatically after laser cleaning (validated reductions from 9.68% to under 3% in published research) — relevant for repair welds on aluminum components in the upstream and midstream fleet.
Corrosion Under Insulation (CUI)
CUI is one of the most expensive failure modes in O&G — corrosion progressing underneath insulation jackets, hidden from visual inspection until a wall-thickness reading or an actual leak surfaces it. The traditional response is invasive: strip insulation, hydroblast or chemically clean, dry, inspect, recoat, reinsulate. Laser ablation enables a far less destructive workflow: lift insulation locally, ablate the exposed pipe section dry (no water ingress under the remaining insulation, no chemical residue trapped against the substrate), inspect, recoat, and re-jacket — without the multi-day dry-out that hydroblasting forces.
Safety advantages
What goes away:
- Chemical exposure (benzene, toluene, xylene)
- Silica dust from abrasive blasting
- Confined-space chemical accumulation
- Heavy-PPE heat stress
What replaces it:
- Class 4 laser system with safety interlocks (operator PPE and access controls required per ANSI Z136.1)
- HEPA + activated-carbon fume filtration
- Single operator, no support crew required
- Real-time exposure monitoring
- No respiratory hazards
Regulatory & compliance alignment
- API 570 — Piping Inspection Code
- NACE SP0169 — External Corrosion Control
- ASME B31.3 — Process Piping
- ISO 8501 — Surface Preparation Standards
- EPA NESHAP — zero VOC emissions
- Clean Water Act — no water discharge
- RCRA — no hazardous waste generation
- ISO 14001 — environmental management system support
Modernized maintenance workflow
Removing media and chemicals from the workflow collapses several traditional steps. A typical laser-integrated cycle looks like this:
- Asset isolation. No heavy media containment, no water-management infrastructure. Operator establishes the optical safety zone per ANSI Z136.1.
- Laser ablation. Dry process. The contaminant vaporizes; the substrate stays below 120 °C. Operator dials pulse parameters to the contamination at hand — rust, scale, wax, or coating.
- Vacuum capture. HEPA + activated-carbon filtration captures fumes at the source. No grit cleanup, no water collection, no chemical disposal stream.
- Clean validation. The surface is ready for immediate NDT (magnetic particle, dye penetrant, ultrasonic) or for direct coating application. No drying delay, no residue check, no rework caused by prep contamination.
Illustrative deployment scenarios
Important context: the scenarios below are illustrative projections based on documented industry maintenance practices and FeatherPulse system parameters — not specific named customer engagements. They describe what a representative deployment in each environment looks like.
Scenario A — Mid-stream pipeline operator, gulf region
- 50-year-old crude oil line with severe internal corrosion
- Laser ablation deployed in-situ over a multi-month campaign
- Outcome profile: substantial corrosion-rate reduction, restored flow capacity, avoided pipeline replacement, zero chemical-handling incidents
Scenario B — Refinery turnaround, gulf coast
- 500m pipeline section due for scheduled maintenance
- Laser ablation replaces traditional chemical-and-blast workflow
- Outcome profile: cleaning time cut to a fraction of the traditional cycle, zero chemical waste generated, extended asset lifecycle
Scenario C — Offshore platform, recurring program
- Quarterly laser cleaning program targeting salt-induced corrosion on critical structural members
- Outcome profile: extended platform service life, large reduction in annual chemical usage, improved compliance posture
Related Technologies
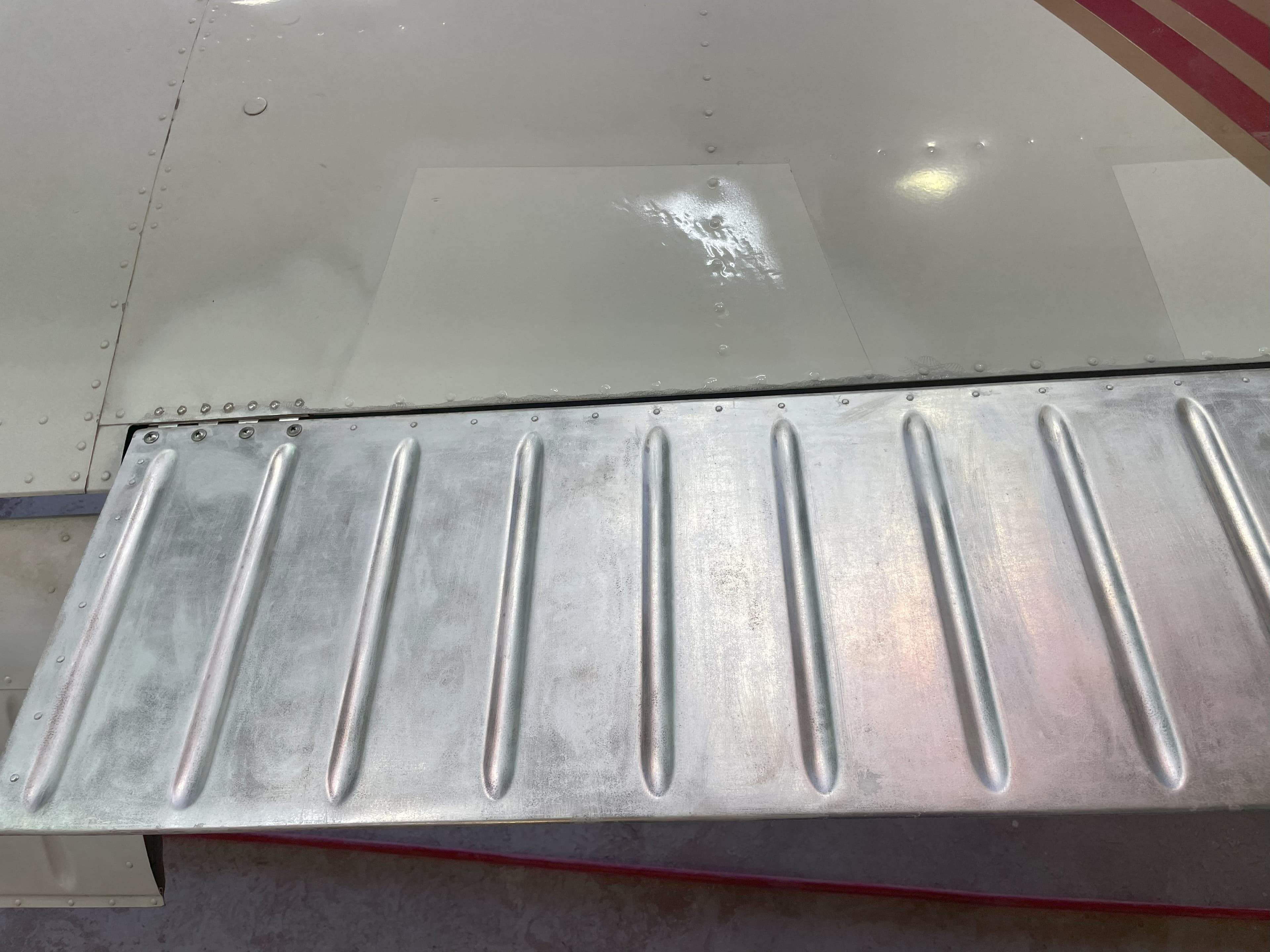
Aircraft Paint, Corrosion & Rivet-Area Restoration
Strip primer, topcoat, and corrosion from aluminum control surfaces, expose hidden damage around rivet lines, and clear surfaces for IA inspection — without media, chemicals, or fretting-fatigue risk. Validated against the 6 J/cm² substrate-damage threshold.
Explore Technology →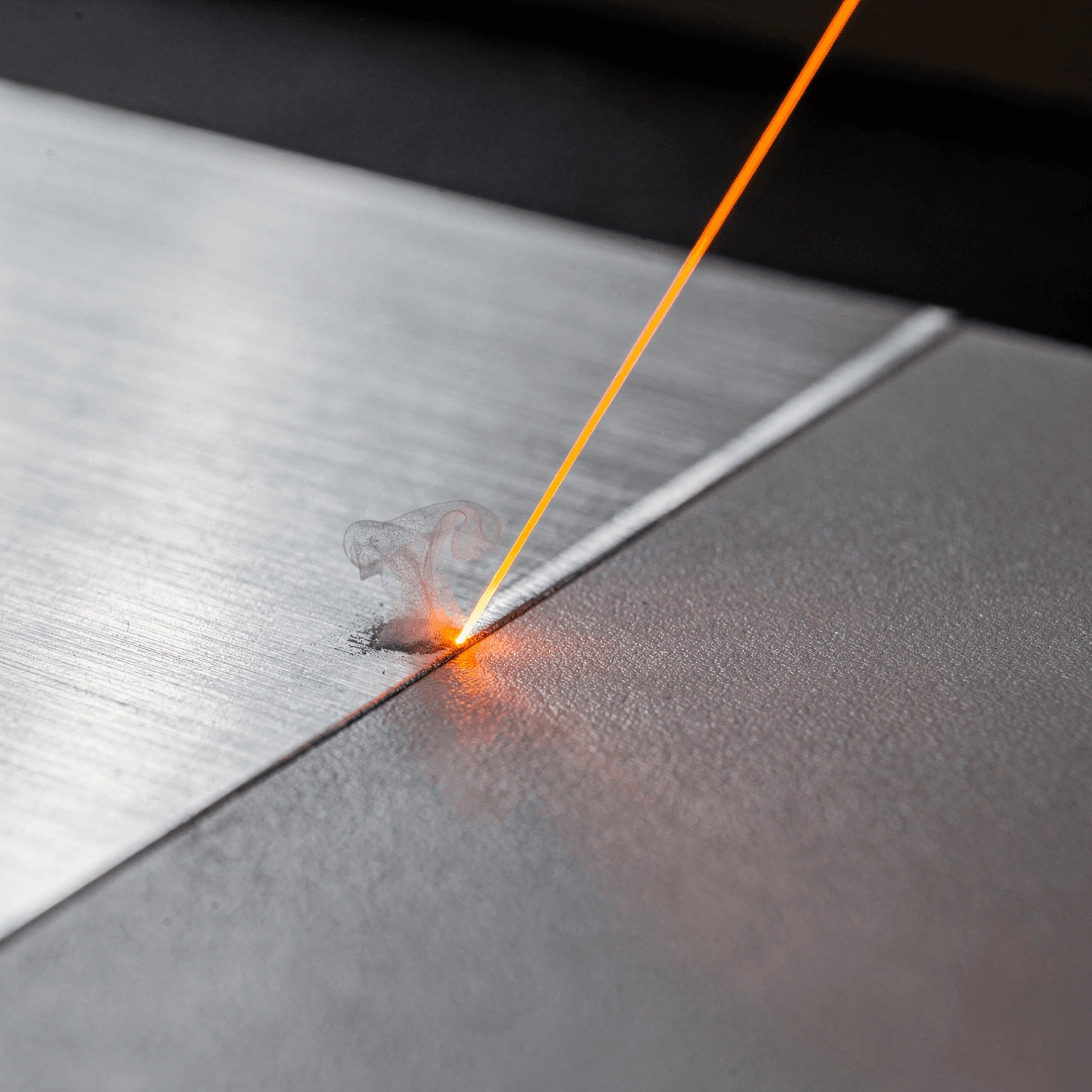
The Science: Why It Works on Aluminum
Aluminum reflects 1064 nm fiber-laser light; paint and oxide absorb it. That asymmetry is why the process self-limits at the substrate — and why peer-reviewed research at 5 J/cm² shows complete coating removal and improved corrosion resistance compared to mechanical methods.
Explore Technology →
Pipeline & Infrastructure Maintenance
Strip corrosion, scale, wax, and coatings from pipelines, platforms, and refinery equipment — without chemicals, water, abrasive media, or multi-day shutdowns. One operator, one machine, no hazardous waste stream.
Explore Technology →