The Science: Why It Works on Aluminum
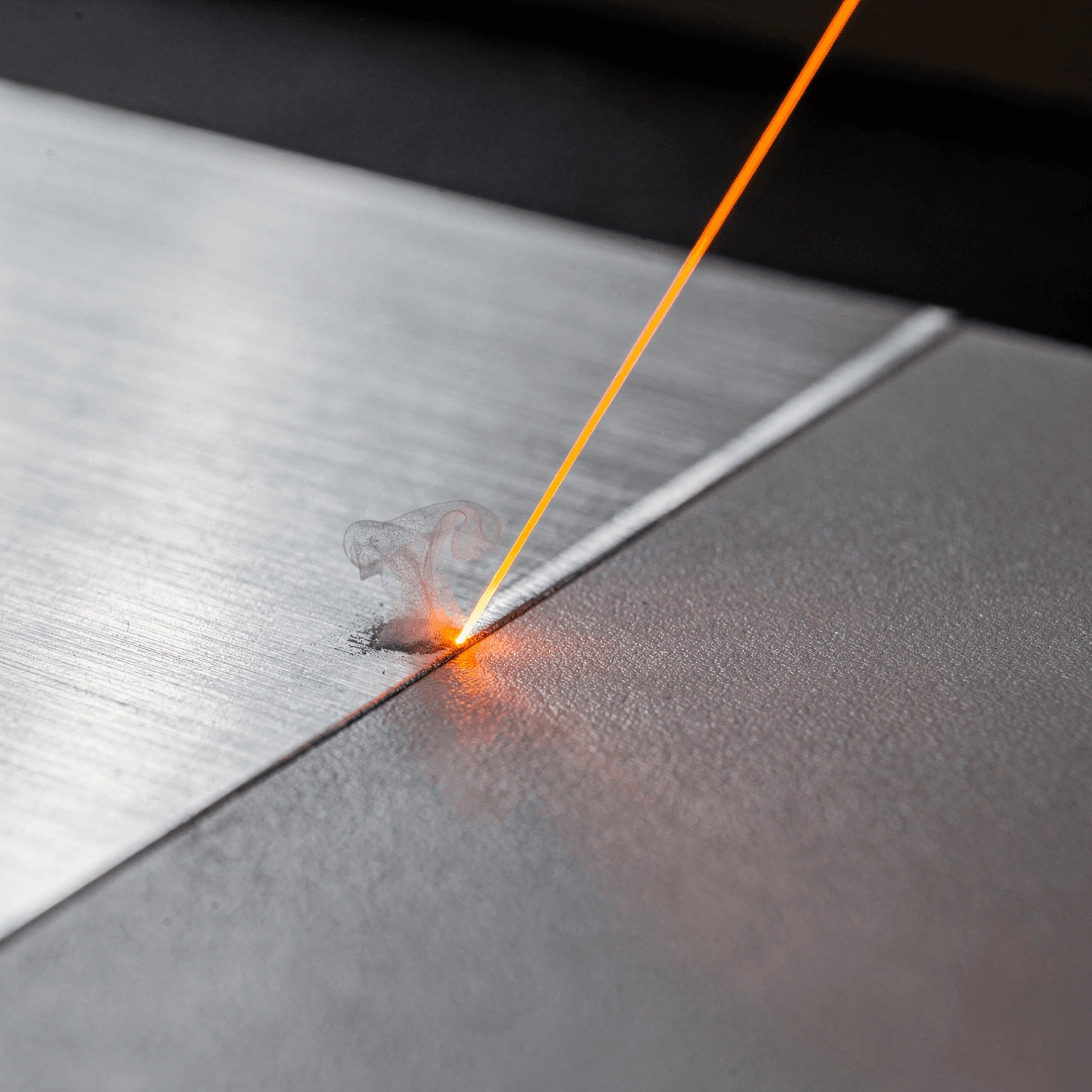
Aluminum reflects 1064 nm fiber-laser light; paint and oxide absorb it. That asymmetry is why the process self-limits at the substrate — and why peer-reviewed research at 5 J/cm² shows complete coating removal and improved corrosion resistance compared to mechanical methods.
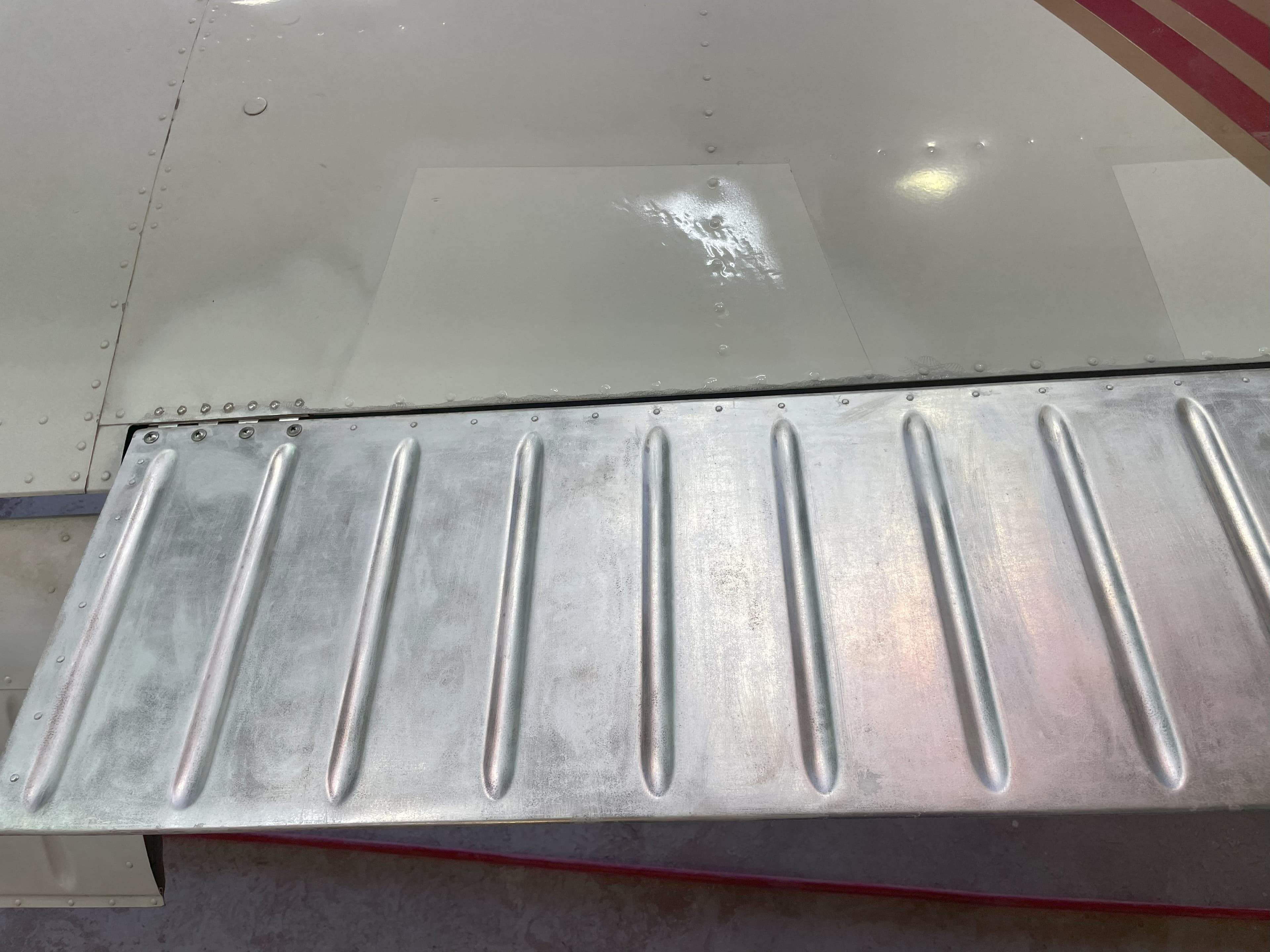
Boeing aircraft skin has a three-layer structure
- BMS10-11 primer — the paint layer to be removed
- Aluminum-clad layer — pure aluminum protective coating, must be preserved
- 2024 aluminum alloy substrate — the structural material, must be preserved
A pulsed fiber laser at the right fluence removes layer 1 while leaving layers 2 and 3 untouched. The mechanism: paint and oxide layers absorb 1064 nm light readily; bare aluminum is highly reflective and absorbs poorly. Once the coating is gone, most of the laser energy bounces off the aluminum instead of heating it.
The Goldilocks zone — 5 J/cm²
Published research on Boeing skin samples identifies clear boundaries:
| Fluence | Result |
|---|---|
| < 5 J/cm² (under-cleaning) | Paint residue remains |
| 5 J/cm² (optimal) | Complete paint removal, no substrate damage |
| > 6 J/cm² (over-cleaning) | Substrate damage begins |
These boundaries were verified using Scanning Electron Microscopy (SEM), Energy Dispersive Spectroscopy (EDS), electrochemical corrosion testing, and friction/wear testing.
Application-specific fluence guidance
| Task | Fluence |
|---|---|
| Paint removal from aluminum skin | 5 J/cm² |
| Oxide film / corrosion removal | 5–7.1 J/cm² |
| Surface preparation for repainting | 3.2–5 J/cm² |
Surfaces actually improve after laser cleaning
Saltwater-immersion testing of laser-cleaned aluminum at 5 J/cm² shows the best corrosion resistance of any prep method evaluated — better than mechanical cleaning. The mechanism:
- The laser creates a uniform, dense oxide layer that protects the aluminum
- Grain refinement at the surface enhances corrosion resistance
- No mechanical damage means no stress concentration points where corrosion can initiate
Better adhesion for repaint
The same study showed substrate-coating adhesion after laser cleaning is significantly better than after mechanical grinding — optimal surface texture, contamination-free, uniform surface energy for coating wetting.
Weld porosity drops 70%+
For repair welds, surface prep matters. Zhou et al. (cited in Materials, 2022) reported weld seam porosity on aluminum dropping from 9.68% on untreated surfaces to 2.91% after laser cleaning in air — a reduction of over 70%.
YDFLP architecture — the FP-300 difference
Early research used Nd:YAG lasers. The FP-300 uses Ytterbium-Doped Fiber Laser Pulse (YDFLP) technology, which delivers:
- Superior beam quality — more precise control of the spot, more uniform energy distribution
- Independent control of pulse duration and repetition rate — finer optimization for the coating and substrate at hand
- Better thermal management — the fiber architecture dissipates heat more effectively, reducing risk of thermal oxidation and substrate damage
Real-time process monitoring
Modern systems can listen to the cleaning process — paint and aluminum produce distinct acoustic signatures when struck by the laser, allowing in-process detection of when the coating is gone and the substrate is exposed. High-speed cameras and automatic parameter adjustment further reduce the risk of over-cleaning.
References
- Deng, J., Zhao, G., Lei, J., Zhong, L., Lei, Z. "Research Progress and Challenges in Laser-Controlled Cleaning of Aluminum Alloy Surfaces." Materials 2022, 15, 5469.
- Zou, W.F., et al. "Characteristics of audible acoustic signal in the process of laser cleaning of paint on metal surface." Optics and Laser Technology, 2021.
- Zhu, G., Wang, S., Cheng, W., Ren, Y., Wen, D. "Corrosion and Wear Performance of Aircraft Skin after Laser Cleaning." 2020.
Related Technologies
Aircraft Paint, Corrosion & Rivet-Area Restoration
Strip primer, topcoat, and corrosion from aluminum control surfaces, expose hidden damage around rivet lines, and clear surfaces for IA inspection — without media, chemicals, or fretting-fatigue risk. Validated against the 6 J/cm² substrate-damage threshold.
Explore Technology →
Pipeline & Infrastructure Maintenance
Strip corrosion, scale, wax, and coatings from pipelines, platforms, and refinery equipment — without chemicals, water, abrasive media, or multi-day shutdowns. One operator, one machine, no hazardous waste stream.
Explore Technology →
Applications, Parameters & Compliance
Parameter ranges for pipeline, scale, wax, coating, and weld-prep work; performance metrics; regulatory alignment; and illustrative deployment scenarios across pipeline, offshore, and refinery environments.
Explore Technology →