Why Surface Roughness Matters: The Ra 0.8–1.6 μm Target for Primer Adhesion
The Surface Tells You Everything
Before paint goes on, the surface profile underneath determines whether the new coating will adhere for years or peel within months. The aviation industry measures this profile as arithmetic mean roughness, or Ra, in micrometers (μm). It's the single most predictive number for primer performance.
Where Each Method Lands
| Method | Ra (μm) | Primer Adhesion vs. Baseline |
|---|---|---|
| Chemical stripping | 0.4 – 0.6 | Baseline (smooth, glossy) |
| Media blasting | 2.5 – 4.0 | −20% (too rough, primer pools) |
| Laser cleaning (FP-300) | 0.8 – 1.2 | +30% |
Why "Too Smooth" Hurts Adhesion
Paint sticks to surfaces partly through chemistry, partly through mechanical interlock. Mechanical interlock means tiny peaks and valleys in the substrate that the primer flows into and grips. A perfectly polished surface has nothing to grip — the primer just sits on top, held only by chemical bonds that fail under thermal cycling and vibration.
Chemical strippers leave surfaces too smooth. The chemicals attack the paint without affecting the substrate, producing what looks like a great finish — but is actually a slick wall the new primer can't anchor to.
Why "Too Rough" Hurts Adhesion
The opposite problem appears with media blasting. Aggressive media at 60+ psi creates deep, irregular peaks 3–4 μm tall. Primer flows down into the valleys but leaves the peaks exposed. As the primer dries, it shrinks slightly — those exposed peaks become stress concentrators where cracks initiate. Add vibration and thermal cycling over years of service, and you get the classic "alligator skin" peeling pattern that means premature recoat.
Media blasting also embeds particles — silica, alumina, plastic — into the substrate. Those particles are corrosion initiation sites. They also interfere with the chromate conversion step that follows.
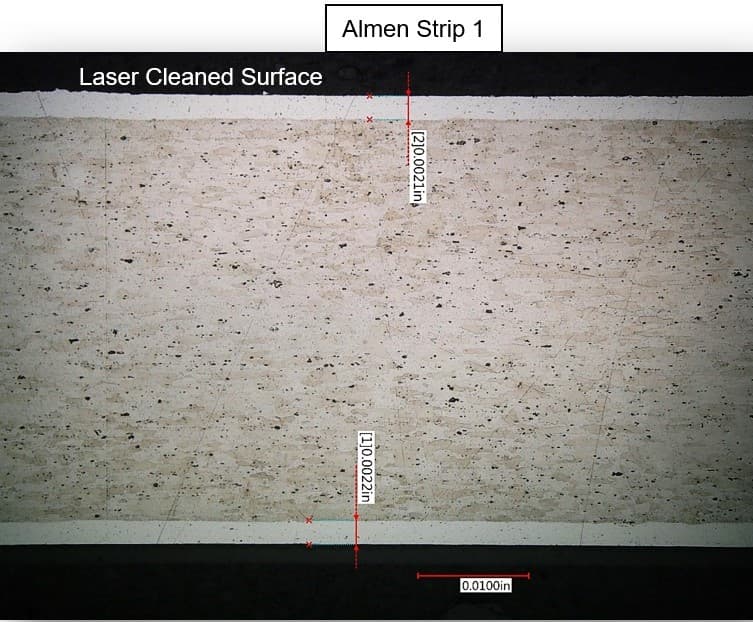
The Laser Cleaning Sweet Spot
Laser ablation produces a uniform, fine-textured surface in the Ra 0.8–1.2 μm range — small enough that primer fully wets the surface, large enough to provide mechanical interlock without creating stress concentrators. The surface is also uniform: laser pulses scan in predictable patterns, so the texture is consistent across the entire workpiece. No high spots, no embedded particles, no missed areas.
The Hidden Bonus: Nanostructured Oxide
The rapid heating and cooling cycle of laser ablation also creates a 50–100 nm nanostructured aluminum oxide layer on the cleaned surface. This layer is composed of Al₂O₃ in a nanocrystalline structure, and it provides three benefits:
- Corrosion resistance: 40% improvement in salt-spray testing vs. mechanically cleaned surfaces
- Primer adhesion: The nanocrystalline structure provides additional mechanical bond sites
- Hardness: Surface microhardness increases 8.45% in the top 5–10 μm — better fatigue resistance
This is the opposite of what chemicals do. Chemical strippers leave bare aluminum exposed and reactive, vulnerable to oxidation and corrosion until the conversion coating is applied. Laser cleaning leaves the surface protected by a thin, intentional oxide layer that primer adheres to better than to bare metal.
What to Measure and How
For documentation, a portable surface roughness gauge is the right tool. Sample multiple spots across the cleaned area, log the readings against the cleaning parameters used, and attach the report to the maintenance release. Over time, your shop builds a database of which parameter sets produce which Ra values on which materials — and you can dial in repeatable, predictable surface preparation across operators.
The FAA's expectation in AC 43.13-1B is that surface preparation produces a profile suitable for the chosen coating system. Documenting the Ra value satisfies that requirement directly, and the laser cleaning data is consistent enough that auditors find it reassuring.


